1. Mi az az IGBT modul?
Az elektromos járművekben, a megújuló energiaforrásokból származó energiatermelésben, a vasúti közlekedésben és az ipari automatizálásban az IGBT modulok a nagyobb teljesítménysűrűség, a kisebb helyigény és a magasabb csatlakozási hőmérsékletek felé fejlődnek. A chipek teljesítménysűrűségének növekedésével azonban a rendelkezésre álló hűtőtér gyorsan csökken. Tanulmányok kimutatták, hogy az integrált áramkörök meghibásodásainak több mint 50%-át a hőproblémák okozzák; a teljesítményelektronika esetében az IGBT meghibásodások körülbelül 55%-a hőmérséklettel kapcsolatos. A hagyományos léghűtés korlátozott konvektív hőátadási együtthatóval rendelkezik (legjobb esetben körülbelül 37 W/cm²) és nagy térfogattal, így nem megfelelő a következő generációs teljesítménymodulokhoz. A folyékony hűtőlemezes technológia a nagy teljesítményű chipek hőkezelésének alapvető megoldásává vált.

2. Az IGBT-k termikus kihívásai és a hagyományos hűtés korlátai
Egy IGBT modul jelentős hőt termel. Egy 100 kW-os, 98%-os hatásfokú inverter esetében a hőkezelő rendszernek körülbelül 2 kW hőt kell elvezetnie. Ráadásul a hőeloszlás nem egyenletes; a chip felületén lévő helyi forró pontok sokkal melegebbek lehetnek az átlagos hőmérsékletnél, és ezek a forró pontok korlátozzák a dinamikus teljesítményt és az élettartamot.
A hőmérséklet szorosan összefügg az IGBT-k meghibásodásával. Egy 2003 és 2017 között 23 országban a szélturbinák meghibásodásait vizsgáló statisztikai tanulmány kimutatta, hogy az IGBT modulok meghibásodása a nem tervezett konverter leállások 22%-át tette ki – ez a szélerőművek egyik legkimerülőbb alkatrésze. A járművekben a gyakori gyorsítás/lassítás súlyos teljesítményciklusokat és hőmérséklet-ingadozásokat okoz, ami a kötési vezetékek kifáradásához, a forrasztási réteg szétválásához és egyéb hőfáradásos hibákhoz vezet. A hőmegfutás teljesítményveszteséget okozhat az elektromos járművekben, ami komoly biztonsági kockázatot jelent.
Hőellenállás szempontjából az IGBT hőelvezetése egy többrétegű soros hőellenállási probléma. A határfelület hőellenállása a teljes ellenállás több mint 60%-át teszi ki, így ez a fő szűk keresztmetszet. A csatlakozási pont és a tok közötti ellenálláson belül a DBC (közvetlenül kötött réz) kerámia hordozó a domináns hozzájáruló (több mint 75%). A hagyományos léghűtésnek három fő korlátja van: alacsony hőátadási együttható, a lokális forró pontok kiküszöbölésének gyenge képessége és nagy rendszertérfogat, ami ütközik a rendszer miniatürizálásával.
A folyékony hűtőlemez (más néven hűtőlemez, folyadékhűtő lemez vagy vízhűtő lemez) kényszerített folyadékkonvekciót használ a hő elvezetésére. A működési elv egyszerű: az IGBT modulból a hő egy hővezető felületen keresztül jut át a hideglemez alapjára, majd a belső csatornákon átáramló hűtőfolyadék elszállítja; a felmelegített hűtőfolyadék egy hőcserélőbe kering, lehűl, majd visszatér.
A gyártási folyamatok és a szerkezeti formák alapján ma négy fő IGBT hideglemez típust használnak a mérnöki tudományokban.
3.1 hagyományos folyékony hidegtányérok
A hagyományos kialakítások közé tartoznak a fúrt, összeszerelt, hegesztett és csöves típusok. Ezek egyszerűbb feldolgozhatósággal rendelkeznek, alacsonyabb költséggel rendelkeznek, és alkalmasak alacsony és közepes teljesítménysűrűségű IGBT modulokhoz. Ezek közül a csöves hideglemez (vagy csőfolyadék hideglemez) réz- vagy rozsdamentes acélcsöveket ágyaz be egy alumínium alaplemez hornyaiba, amelyeket forrasztással vagy epoxigyantával rögzítenek. Jobb hőteljesítményt és élettartamot kínál, mint az alapvető fúrt lemezek.
A csöves folyékony hűtőlemezek (más néven vízhűtéses hideglemezek vagy csöves hideglemezek) réz- vagy rozsdamentes acélcsöveket használnak hűtőfolyadék-csatornaként, amelyeket alumínium alaplemezbe ágyaznak, és hőragasztóval vagy forrasztással rögzítenek. Előnyeik közé tartozik az egyszerű gyártás, az alacsony költség és a rugalmas csőelrendezések (pl. kígyó alakú vagy U alakú), amelyek illeszkednek az IGBT hőeloszlásához. Közepes teljesítménysűrűségű, költségérzékeny ipari meghajtókhoz és napelemes inverterekhez alkalmasak. A tipikus csőátmérő 6–12 mm, az üzemi nyomás pedig általában 0,5 MPa alatt van.
Az FSW folyékony hideglemezek (dörzshegesztés) forgó keverőcsapot használnak a súrlódási hő előállítására, lágyítják az anyagot, és szilárd fázisú hegesztést hoznak létre a fedél és a hornyolt alaplemez között. Ez az eljárás nem eredményez porozitást, repedéseket és hozaganyagot, ami nagy hegesztési szilárdságot, kiváló tömítést és az áramlási csatorna deformációját eredményezi. Az FSW hideglemezek ideálisak elektromos járművek vontatási invertereihez és vasúti közlekedési átalakítóihoz, ahol a hosszú távú megbízhatóság kritikus fontosságú. A tipikus csatornaszélesség 4–10 mm, a nyomásállóság pedig elérheti az 1,5–2,0 MPa-t.
3.4 extrudált folyékony hideg lemezek
Az extrudált folyékony hűtőlemezeket (vagy alumínium hűtőlemezeket, alumínium hűtőlemezeket) alumínium extrudálással alakítják ki egy erre a célra szolgáló szerszám segítségével, hogy egyetlen lépésben több párhuzamos áramlási csatornákat hozzanak létre, majd vágják, lezárják és megmunkálják őket. A legfontosabb előnyök a magas termelési hatékonyság és az alacsony egységköltség, az állandó csatornaméretek pedig ideálisak nagy volumenű, szabványosított gyártáshoz. A csatornák azonban általában egyenesek, ami korlátozza a bordák optimalizálását. Ezeket általános célú inverterekben és elektromos jármű töltőmodulokban használják, ahol a teljesítménysűrűség mérsékelt. A tipikus hidraulikus átmérő 2–5 mm.
A forrasztott folyékony hideglemezeket (vagy forrasztott hideglemezeket) vákuumos vagy szabályozott atmoszférájú forrasztással állítják elő egy préselt áramlási csatorna alaplemez és egy fedőlemez között. Ez lehetővé teszi az összetett belső bordaszerkezetek, például csapbordák, ferde bordák és turbulátorok kialakítását. A forrasztás nagyon nagy tervezési szabadságot kínál, lehetővé téve a fokozott hőátadást kompakt méretben, jó tömítéssel és alacsony maradékfeszültséggel. A forrasztott folyékony hideglemezek az elsődleges választás a nagy teljesítménysűrűségű IGBT és SIC modulokhoz, amelyeket széles körben használnak prémium elektromos járművek főhajtásaiban, szélerőmű-átalakítókban és csúcskategóriás ipari tápegységekben. A csatornaméretek akár 1–3 mm is lehetnek; csapbordák esetén a hőállóság jelentősen alacsonyabb, mint az extrudált vagy csőtípusoknál. A vákuumforrasztás a legmegbízhatóbb eljárás.
3.6 Különböző hideglemez-architektúrák hőállóságának és szerkezetének összehasonlítása
A mérnöki kiválasztás elősegítése érdekében az 1. táblázat összehasonlítja a négy IGBT hideglemez (beleértve a hagyományos csöves lemezeket is alapként) főbb hő- és szerkezeti paramétereit.
1. táblázat: Különböző folyékony hűtőlemez architektúrák hőállósága és szerkezeti összehasonlítása
| architecture type | relative thermal resistance (baseline = tubed) | relative pressure drop (baseline = tubed) | internal channel / fin features | manufacturing process | suitable power density level | typical applications |
|---|
| csöves (cső) (hagyományos) | 1.00 | 1.00 | Aluba ágyazott réz/rozsdamentes acél cső, kerek/ovális csatorna, belső bordák nélkül | csőbeágyazás + hőragasztás/forrasztás | alacsonytól közepesen alacsonyig | általános inverterek, napelemes inverterek, alacsony költségű ipari energiaellátás |
| extrudált | 0,75–0,85 | 1.10–1.30 | több párhuzamos téglalap alakú egyenes csatorna, a csatornafalak egyenes bordákként működnek, a bordák magassága korlátozott | Al extrudálás + végzárás + megmunkálás | közepes-alacsony vagy közepes | töltőmodulok, közepes teljesítményű inverterek, standard hűtők |
| FSW | 0,55–0,70 | 1,20–1,50 | komplex csatornák (kígyózó, párhuzamos többjáratú) lehetségesek, szélesség 4–10 mm, turbulátorok hozzáadásával | megmunkált csatornahornyok + FSW fedélhegesztés | közepes vagy közepesen magas | elektromos járművek főhajtású inverterei, vasúti közlekedési átalakítók |
| forrasztott | 0,35–0,50 | 1,50–2,50 | komplex bordák (tűs, ferde, mikrocsatornás), jellemzőméret 1–3 mm, nagy hőcserélő felület | sajtolt/maratott bordáslemez + vákuumos/atmoszférikus forrasztás | magastól az ultramagasig | prémium elektromosjármű-meghajtások, szélenergia-átalakítók, csúcskategóriás szervohajtások |
Megjegyzés: a hőállósági és nyomásesési értékek tipikus mérnöki adatok; ezek az áramlási sebességtől, a bordák sűrűségétől és a hűtőfolyadék típusától függően változnak. A forrasztott típusok kínálják a legalacsonyabb hőállóságot, de a legnagyobb nyomásesést – ez egy olyan kompromisszum, amelyet a rendszerszivattyú költségvetésén belül kell egyensúlyozni.
 4. teljesítményoptimalizálás: áramlási csatorna és mikrobordák kialakítása
4. teljesítményoptimalizálás: áramlási csatorna és mikrobordák kialakítása
A hideglemezes hűtőrendszer hűtési teljesítménye nagymértékben függ a belső áramlási csatornától és a bordák kialakításától. A jelenlegi kutatások a következő területekre összpontosítanak.
Bordás szerkezet: Egy ipari motormeghajtásban található három IGBT modul folyadékhűtéséről szóló tanulmány összehasonlította az egyenes, lépcsőzetes tűbordás és ferde bordákat, megerősítve, hogy az összetett bordák fokozzák a konvekciót. Továbbá egy ferde bordás mikroskálájú réteges áramlású folyadékhűtő lemez 3-szoros növekedést ért el a hőátadási együtthatóban, 1,4 °C-kal csökkent a chip csúcshőmérséklete, 37,8%-kal javult a hőmérséklet-egyenletesség, és >15%-kal csökkent az áramlási ellenállás egy téglalap alakú mikrocsatornás hűtőlemezhez képest azonos áramlási sebesség mellett, lehetővé téve egy 800 W-os chip megbízható hűtését.
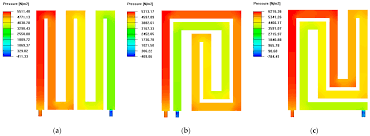
Topológia optimalizálás: Egy IGBT hideglemez kétcélú topológia optimalizálást (maximális hőátadás, minimális áramlási ellenállás) alkalmazó tanulmány kimutatta, hogy egy egyenes csatornás hideglemezhez képest a topológia optimalizált hideglemez 26,3%-kal alacsonyabb nyomásesést, 64,7%-kal alacsonyabb hőellenállást és 16,3%-kal magasabb hőátadási együtthatót ért el.
Hőmérséklet-egyenletesség: a Nanjingi Informatikai és Technológiai Egyetem kutatócsoportja egy innovatív folyékony hűtőlapot javasolt kígyózó csatornákkal, továbbfejlesztett bordákkal és lépcsőzetes turbulátorokkal. A kísérleti eredmények azt mutatták, hogy a hűtőfolyadék áramlási sebességének növelése körülbelül 22 K-kal csökkentette a készülék csúcshőmérsékletét, miközben egy bizonyos áramlási tartományon belül stabil hőteljesítményt nyújtott.
Kompromisszum a hűtési és a szivattyúteljesítmény között: hideglemezes hűtőrendszerben az áramlási sebesség növelése javítja a hőátadást, de nemlineárisan növeli a szivattyú energiafogyasztását is. Elektromos járművekben egy további 10 kpa nyomásesés több tíz watt szivattyúteljesítménybe kerülhet, amit figyelembe kell venni a rendszer energiaköltségvetésében.
 5. architektúra evolúciója: az indirekt hűtéstől a beágyazott/dbc-integrált folyadékhűtő lemezig
5. architektúra evolúciója: az indirekt hűtéstől a beágyazott/dbc-integrált folyadékhűtő lemezig
A hagyományos hűtési architektúrákban az IGBT modul egy „chip – DBC – alaplap (réz vagy alSic) – hideglemez” többrétegű rétegből áll, ahol minden réteg növeli a hőellenállást. Ahogy említettük, a határfelület hőellenállása meghaladja a teljes érték 60%-át.
Ennek leküzdésére egy diszruptív architektúra jelent meg – a beágyazott vagy DBC-integrált folyékony hideglap. Az ötlet az, hogy a DBC szubsztrátot közvetlenül a hideglapba integrálják, magas hőmérsékletű eljárásokkal a réz és a kerámia (Al₂O₃ vagy AIN) monolitikus szerkezetté kötésével. A hűtőfolyadék-csatornák közvetlenül a chip alatt helyezkednek el, amelyeket csak a DBC választ el egymástól, ami drámaian lerövidíti a hővezetési utat.
Három fő előnye van: (1) nincs szükség alaplapra és külső időzítőre, ami drasztikusan csökkenti a teljes hőellenállást; (2) a 0,3 mm-re csökkentett csatornafelbontás a nagy vezetőképességű rézzel kombinálva kiváló izotermikus teljesítményt biztosít; (3) támogatja a nagy teljesítménysűrűségű kompakt elrendezéseket és a kétoldalas alkatrészrögzítést. Az integrált séma főbb anyagparamétereit a 2. táblázat mutatja.
2. táblázat: a dbc-integrált folyadékhűtő lemez főbb anyagparaméterei (forrás: elektronikai hűtés, 2025)
| material layer | common materials | thermal conductivity (w/m·k) | cte (ppm/°c) |
|---|
| félvezető chip | Sic | 375 | 4.0 |
| összekapcsolás | ausn forrasztó / ag szinterezett film | 50 / 200 | 15,9 / 18,9 |
| kerámia szigetelés | al₂o₃ / aln | 35 / 170–200 | 6,5 / 4,2–5,7 |
| hideg lemezes test | réz (val/vel) | 360 fok | 16.7 |
Ez az integrációs trend összhangban van a közvetlen hűtésű IGBT modulok piacának növekedésével.
6. anyagkiválasztás és hűtőfolyadék-technológia
A hideglemez anyagának kiválasztása során a hővezető képesség, a megmunkálhatóság és a költség egyensúlyban van. A leggyakoribb választás a 6063-as alumíniumötvözet, amelynek hővezető képessége körülbelül 180–230 w/(m·k). A réz ~401 w/(m·k) értéket kínál, de sűrűsége háromszorosa az alumíniuménak, és a költsége is sokkal magasabb, mivel csak szigorú hűtési követelményeket támasztó, csúcskategóriás alkalmazásokban használják.
A hűtőfolyadék a hőátadás kritikus hordozója. Az Applied Thermal Engineering folyóiratban megjelent tanulmány összehasonlította az ioncserélt vizet, a tisztított vizet, a 20%-os etilénglikol-víz oldatot és a HFE7100-at. Re = 1400 esetén a ioncserélt víz teljes teljesítményértékelési kritériuma (PEC) 9,3%, 24,5% és 163,9%-kal magasabb volt, mint a tisztított víz, a 20%-os etilénglikol és a HFE7100 esetében. Re = 1400 (áramlási sebesség ~0,5–0,6 m/s) volt az optimális üzemi tartomány az alacsony nyomásesés érdekében. A gyakorlati rendszerekben széles körben használják az 50%-os etilénglikol-víz keveréket, amely fagyvédelmet és jó hővezető képességet biztosít.
 7. gyártási folyamatok és megbízhatósági tesztelés
7. gyártási folyamatok és megbízhatósági tesztelés
A folyékony hideglemez hegesztése/tömítése közvetlenül befolyásolja a hosszú távú megbízhatóságot. A négy fő típus esetében: csöves forrasztásnál csőbeágyazást + forrasztást vagy préselést alkalmaznak; folyékony hideglemez esetén dörzshegesztést alkalmaznak; extrudált esetben extrudálást + végzárást alkalmaznak; forrasztott esetben vákuumos vagy atmoszférikus forrasztást alkalmaznak. A vákuumos forrasztás és az folyékony hideglemez a nagy megbízhatóságú hideglemezek fő eljárásai.
A gyakori hegesztési hibák közé tartozik a porozitás, a túlzott szétterülés, a belső mikrorepedések, a rossz kötés és az áramlási csatorna elzáródása. FSW és forrasztott hideglemezek esetén a hegesztési varratok tömítését és belső tisztaságát gondosan ellenőrizni kell.
A síkfelület egy másik kulcsfontosságú tényező. A Hertz-féle érintkezési elmélet szerint még a makroszkopikusan sík felületeknek is vannak mikroszkopikus csúcsai és völgyei; a tényleges érintkezési terület sokkal kisebb, mint a névleges terület. A mikron szintű síkfelület-eltérések a határfelület hőellenállásának drámai növekedését okozhatják. A hideglemezes hűtőrendszerek tipikus elfogadási kritériumai a következők:
szivárgásmentesség: hélium szivárgáspróba, szivárgás ≤ 1×10⁻⁶ pa·m³/s vagy ≤ 0,05 ml/perc @ 0,5–2,0 mpa
nyomásállóság: hidraulikus töréspróba ≥ 3× üzemi nyomás (normál esetben ≥ 3,0 MPa)
síklapúság: ≤ 0,05 mm 100 mm-enként (összesen ≤ 0,1 mm)
tisztaság: részecskék ≤ 10 mg/m²
8. A folyékony hideglemezek értéke IGBT alkalmazási területeken
Elektromos járművek: a folyadékhűtő lemez kezeli a vontatási inverterből származó hőt, ami közvetlenül befolyásolja a motor teljesítményét. Az SIC modulok teljesítménysűrűsége 2-3-szorosa a hagyományos IGBT-kének; a hatékony csöves, FSW vagy forrasztott folyadékhűtő lemezek hatékonyan kiküszöbölik a helyi forró pontokat, javítva az elektromos járművek hatótávolságát és megbízhatóságát.
Szél- és napenergia inverterek: az igbt modulok hosszú távú, nagy terhelés alatt működnek; a hűtőrendszernek hosszú élettartamúnak és alacsony karbantartási igényűnek kell lennie. A hideglemezek alacsonyabb stabil csatlakozási hőmérsékletet és kisebb hőmérséklet-ingadozásokat biztosítanak, ami jelentősen javítja a megbízhatóságot zord körülmények között.
Vasúti közlekedés: a villamosítás növeli a hűtési igényt; az aktív folyadékhűtés (szivattyúval vezérelt) pontosabb hőmérséklet-szabályozást biztosít, mint a természetes konvekciós vagy a kényszerített levegőhűtés, ami növeli a megbízhatóságot extrém környezeti körülmények között.
(Hasonló elektronikai hűtőlemezeket használnak nagy teljesítményű processzorok CPU-hűtőlemezeiben, elektromos járművek akkumulátorcsomagjainak akkumulátorfolyadék-hűtőlemezeiben, valamint szigetelt hűtőlemez-kialakításokban a nagyfeszültségű szigeteléshez.)
9. piaci kilátások és technológiai trendek
A Qyresearch szerint a globális IGBT hűtőborda-szubsztrát piac elérte a 720 millió 2024-ben, és várhatóan eléri az 1,165 milliárdot 2031-re, 7,7%-os éves növekedési ütemmel. Ezen növekedésen belül a folyadékhűtéses lemezek – különösen a forrasztott és FSW típusok – a fő mozgatórugók. A közvetlen folyadékhűtéses IGBT modulok 17,9%-os éves növekedési üteme jelentősen magasabb, mint az IGBT szubsztrátok összességében mért 7,7%-os növekedési üteme, ami a folyadékhűtési technológia gyors elterjedését jelzi.
Egy fejlett koncepció, az 1000 W-os TDP-hez készült, többfúvókás sugaras ütközéses folyadékhűtő lemez (mjilcp), amelyet egy IEEE konferencián mutattak be, 14,3%-kal alacsonyabb hőállóságot és 19,3%-kal alacsonyabb szivattyúteljesítményt mutatott a hagyományos mart csatornás hűtőlemezhez képest. A 0,0236 °C/W hőállóság eléréséhez az mjilcp-nek 48%-kal kevesebb szivattyúteljesítményre volt szüksége.
A jövőbeli fejlődés három irányban halad előre:
mély integráció: az indirekt hűtéstől a beágyazott dbc integrációig, tovább csökkentve a hőellenállást.
intelligens tervezés: mesterséges intelligenciával támogatott tervezés, topológia optimalizálás és additív gyártás egyedi áramlási csatornákhoz (egyedi folyadékhűtő lemez, egyedi hűtőlemezek).
Több forgatókönyvre való adaptáció: testreszabott megoldások 800 V-os nagyfeszültségű platformokhoz, nagy magassághoz stb., esetleg folyékony nitrogénes hűtőlemezzel extrém hűtési igények kielégítésére.
Ahogy a helyi gyártás fejlődik és az új energiaforradalom elmélyül, a folyékony hideglemezek a segédalkatrészekből az IGBT-k és a szélesebb körű teljesítményelektronika teljesítménysűrűségének és megbízhatóságának alapvető eszközeivé válnak.






